MARPOSS测量仪以优异的性能对发动机设计进行有效支持。发动机缸体缸孔尺寸是发动机工艺控制关注重点之一,四缸机通用的发动机缸体缸孔加工工艺的主要步骤为粗镗、精镗及珩磨三个部分,其中缸孔精镗因其加工精度时刻影响着发动机性能,成为缸体加工最关键的工序。因其加工零件本身特殊性,缸孔加工存在加工精度高、尺寸要求多样等工艺难点。
1.某发动机缸孔加工尺寸要求
(1)缸孔直径φ(69.655±0.01) mm,深度118 mm。
(2)缸孔圆度0.008 mm,圆柱度0.015 mm,垂直度0.032 mm。
(3)经过珩磨后,缸孔表面的粗糙度要求为Rz=1.2~4.0 mm。
2.缸孔加工工艺流程
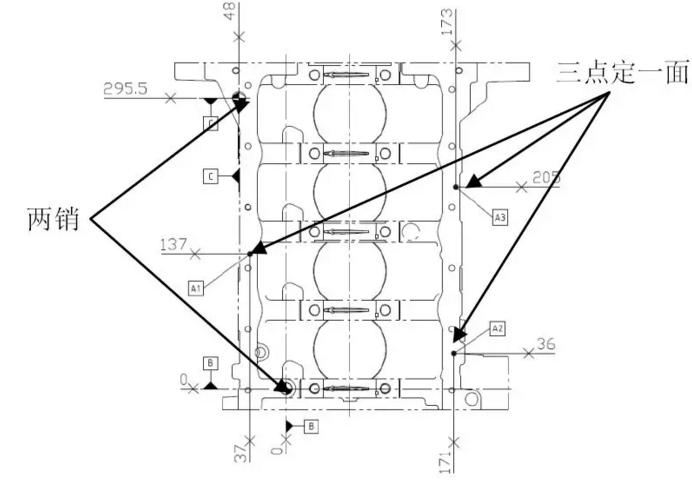
缸孔加工工艺流程如图1所示,为保证缸孔加工精度及加工效率,缸孔加工基准选择以底面作为定位第一基准,靠近后端工艺销孔作为第二基准,以“一面两销”定位模式限制了缸体6个自由度,一面两销定位方式如图所示。
为了保证缸孔精加工精度,一般而言不同的企业会有不同的工艺加工方式,本文主要探讨的是缸孔精加工步骤中对加工中心完全自主的自动加工工艺展开质量控制方法及防错方式探讨。
缸孔尺寸控制及防错方法优化
通过对工件加工尺寸影响的人、机、料、法、环五个方面做了全面的解析,认为缸孔漏加工及尺寸波动大主要受制于三个方面的影响:①当设备出现报警时,员工没有正确判断工件漏加工,没有正确的工具让员工判断;②当设备出现加工至一半停止时,程序自动跳转到下一个循环,未自动停止等待员工处理;③测量系统未能及时投入使用,让尺寸出现波动时未能自主进行补偿。针对以上三种影响,随着技术不断发展和成熟,目前我所在的车间所做出来的相应的防错举措如下。
1.工具控制及防错
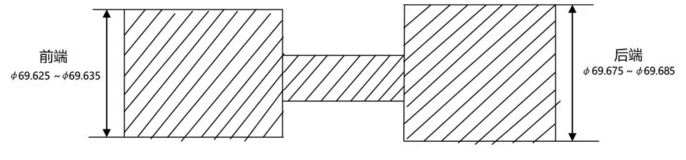
针对设备本身报警,工件从设备出来时存在漏加工情况,车间的员工、管理团队集思广益,根据通止规原理,制作了一个仿通止规防错工具。用工具钢车两截外圆柱,安装一个扶手柄,就是一个简易的仿通止规防错工具。工具圆柱的前端车到比缸孔下极限尺寸69.645 mm再小0.01~0.02 mm,工具圆柱的后端车到比缸孔上极限尺寸69.665 mm再大0.01~0.02 mm。在缸孔加工时,只要工件退出机床后,由操作者进行100%四个缸孔的防错检测,工具小端放得进缸孔且同时大端放不进缸孔则视为工件合格;工具小端放不到缸孔则缸孔异常,需要剔出返修。防错工具如图所示。
该工具简单实用,使用之后,缸孔漏加工的情况基本消除。但在工具防错使用过程中引发了问题:①工具使用久了会磨损引起误判;②缸孔精镗后残留在缸孔壁上的铁屑造成工件不干净,影响到员工操作测量;③依靠人来执行的测量防错终究不可靠,操作者会存在侥幸不测的情况;④存在工具变形损坏或者丢失的情况。
2.逻辑防错
因工具防错简易方便,但不能根本杜绝工件漏加工,从问题产生根源解决问题才能将问题全部消除。针对工具防错引发的问题,通过实际逻辑研究,对加工逻辑程序进行了优化和论证。加工程序防错同样达到防止工件缸孔漏加工的目的,同时淘汰了工具防错和解决了工具防错引发的问题。
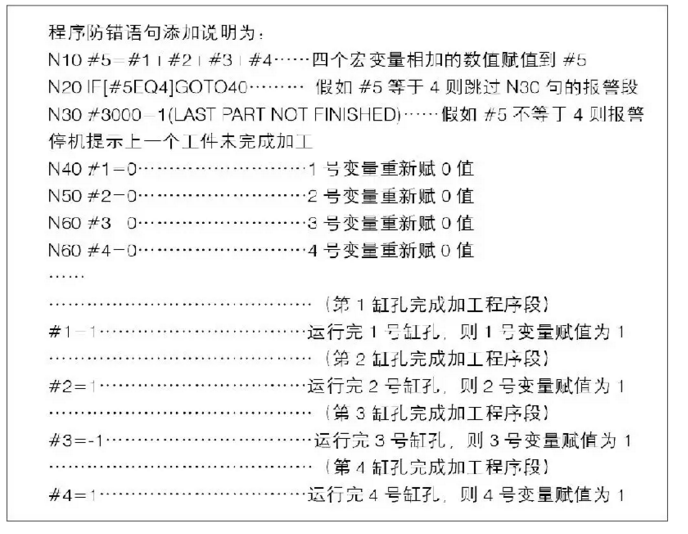
程序防错的原理如图4所示。在程序开始运行时,取1号、2号、3号及4号四个宏变量,分别代表4个缸孔,同时赋值为0,而在每完成一个缸孔镗削后,相应的宏变量赋值为1。只有当四个缸孔都加工完后,1号、2号、3号及4号四个变量才会都变为1,那么四个变量相加则等于4。在1号、2号、3号及4号四个宏变量赋值变为0之前,只需要判断四个变量之和是否等于4,若等于4,则说明上一个工件已经经过了4个缸孔的加工,若不等于4则说明有可能存在缸孔漏加工的情况,机床报警、停机并提醒操作者。
增加该逻辑防错程序后,设备通过对自己程序段运行的自我校验,起到了自我防错的目的并大大减少了漏加工零件逃逸的可能性。防错程序语句如图所示。
3.测量系统防错
由缸孔本身加工质量要求及加工工艺的特殊性,缸孔精镗尺寸由精镗刀片涨刀后的刀片旋转切削半径决定。精镗刀片涨刀的旋转切削半径尺寸可以自动或者人工调节,通过扭动刀头上的调节螺母实现涨刀尺寸也就是缸孔精镗尺寸微量调整。
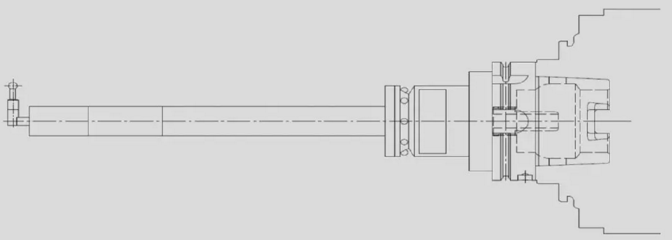
缸孔精镗完成后,进行Marposs在线直径测量。Marposs测头是一个刀柄式的气动检具,其一系列测量动作由加工程序控制实现,Marposs在线测量系统对最后一个精镗后的缸孔进行三个深度截面的精密气动测量,测量数值显示在线旁的Marposs测量显示仪上。测头结构如图所示。
测头通过预检测量缸孔,根据测量结果测头将输出分为三种结果并调用相关子程序达到自我补偿加工、自动停止及报警工件不在范围内三个作用,简而言之,三种结果为可调整范围加工、合格加工停止及超出范围报废报警。
当测量缸孔平均值背离加工中值尺寸在20%的公差范围外且未超出加工公差时,由程序控制精镗刀进行调节。通过呼叫调整子程序,利用夹具背后的机械爪,抓住精镗刀头调节螺母,主轴旋转,进行精镗刀尺寸调节,使精镗刀加工尺寸在加工下一件工件缸孔时朝中值尺寸靠拢。
当测量缸孔平均值背离加工中值尺寸在20%的公差范围内时,程序默认精镗尺寸控制良好,不必调整,程序结束,工件退出。
当测量缸孔平均值背离加工中值尺寸超出公差范围时,设备报警,提示操作者测量超差公差范围。
从测量结果的逻辑判断可知,Marposs测量对缸孔精镗尺寸的控制起到了重要作用,它可以补偿刀片磨损对缸孔精镗尺寸的影响,也可以防止崩刀对缸孔精镗尺寸的影响,时时测量监控缸孔精镗尺寸。
虽然能够自主进行补偿加工,Marposs测量缸孔的方式对缸孔加工尺寸的控制存在一定的缺陷,Marposs测量可以很好地控制缸孔精镗尺寸的稳定性,但是对于缸孔漏加工并不能进行有效监控。且Marposs测量只对最后一个加工的缸孔进行测量,因为加工节拍的因素,不可能对工件上的四个缸孔都进行测量,那么当缸孔精加工尺寸的变异点不在最后一个缸孔时,Marposs缸孔测量就存在缸孔尺寸监控的缺陷漏洞。因此结合三种防错一起,就能够同时控制缸孔尺寸稳定性及漏加工的情况。
缸体缸孔加工作为发动机的核心尺寸控制部分一直是国内外汽车发动机生产研究的主要课题之一,通过简易的防错工具设计、设备自身加工逻辑程序防错及测量系统防错等多个防错环节,可大大减少工件加工报废的可能性,并能够通过逻辑防错和自我校验达到批量控制尺寸稳定性的目的。未来对缸孔加工工艺,加工设备厂家将以记忆防错来达到精密加工的目的,即每一件工件因其尺寸和外观不同,设备本身会通过自身检测判断来对零件进行自动补偿。相信不久的未来,缸孔加工也将迎来更先进的防错绩效。
MARPOSS,全球领先的精密测量仪器供应商。


 +86 0755 83233703
+86 0755 83233703







